

(Original thread started on 07-24-12 by Eric Williams) Not sure if you guys have been following the 3D printing advancements lately- but there seems to be a bunch more companies starting to offer turn-key systems. There has been a lot of DIY home brew kits for a while now, but it's starting to look very interesting. I have my doubts the items could come anywhere close to the quality of the existing providers on this site- but perhaps items such as the switch caps, knobs etc could be much easier/cheaper. I have no interest whatsoever in fabbing anything for resale- but it might be a fun area for me to try for my remaining missing Lear items. If anyone wants me to try printing out any specific item let me know. Also- If anything comes up that could be shared for others to fab- perhaps we could add it to the shared items- only if it doesn't infringe on anyone else I guess. I'm going to try making a few small things anyhow. Probably be winter before the printer gets here anyhow though. This is the one I ordered but they have a crazy long lead time due to high demand: http://store.solidoodle.com/index.php?route=product/category&path=59 I am thinking for my project I can just whip up some audio panels or Davtrons that don't have any functionality- but fill the hole and look the part quite quickly. It's restricted to 6" parts so panels are a no-go unless split. The raw material is crazy cheap too. I've been watching these evolve for some time and I just love the idea of being able to fix broken items around home too- all that stuff that gets tossed because getting a 10 cent part from Taiwan just isn't worth it. Here is a site with files to make just about anything too: http://www.thingiverse.com Google RepRap 3D printer and you will find more info than you ever want to read. Funny thing is- these guys started by bootsrapping the first printer- then they use it to print the parts for a much better one. They are self-replicating! It's all open source and creative commons. Here's a good explanation video: https://youtu.be/za6i4hCWDLk The material it extrudes is standard ABS plastic and is super durable. You can actually use a few other types as well- but ABS is the most user-friendly and common. (Posted by Ronald Prater on 07-25-12) I don't think it differs that much from building your own CNC. DIY kits will be available soon I guess. For instance, watch this amazing video with the time-lapse: https://youtu.be/snOErpOP5Xk (Posted by Vince on 07-28-12) I'm have been following 3D printers for long time now and I was originally really crazy for them. In 2010 I wanted to buy a Solido3D for the cheap price of 10K Euros! It is a machine that makes parts by catting and gluing together thin layers of a PVC foil, but then read more and more about 3D printers and realized that it wasn't the time to get one. There are various factors to consider when talking about 3D printers. To begin with the type of 3D Printer. There are many kinds of them. The Solido3D is unique in it's kind but apart from it's professional products (15K+ Euros or USD) use stereolitography to attach material particle the ones to the others. Resolution can go under .1mm without any deformation of the final product and they are used to make functional prototypes or molds. Backside: Cost of the machine. But even then, the cost of the individual produced parts could cost as much as 200 Euros for a single 10x10 cm solid piece. Cheap and homemade machines instead use material deposition from a melted filament of cheap generic materials like ABS, PMMA or other plastic or organic materials (Chocolate as an example??). Those machines are affordable and often easy to build or assemble if bought in KIT. Anyway... don't think you will be able to produce smooth and nice parts with most of them and not after a very long training and calibration of the machine. The one that Eric G. ordered (based on RepRap, and old opensource project) has a 0.3mm thickness layer. This means that the surfaces will be quite rough and bumped and probably in larger prints dimensions won't be right because of expansion/shrink of the material once cooled. Also different materials have different properties and warping is quite usual is larger prints. The best deposit kind machine I was able to find up to now is the Ultimaker. There is a very good community around it improving it's firmware and parts from which the mechanics of the machine are built are A grade. Some people have been able to go down to 0.05 thickness layer with excellent results. Price over 1000 Euros. But even in this case many people are frustrated after a while not being able to make what they want. The future of those 3D printers anyway looks quite clear and nice. We'll probably have one at home in 4-5 years just like we have now a scanner or a laser printer. The machine that Ronald showed in the last video is the future. Those machines use DLP technology (Projectors displays) to fix through UV light resin particles in layers the ones to the others. Layer thickness (That is the equivalent of Z stepping in a CNC) is already down to 50 mils (0.05mm), but will probably go down to 0.1mm in the near future. Horizontal resolution depends on the LCD/DLP display used. The higher it's resolution the better the quality of the print. Apart from that prototype in the video, there are already some DLP/LCD based KITs available around the world. The downside at the moment of those machines is their print area. Some are just 6x6x20cm due to the LCD resolution. But I'm looking forward for them in a near future. What would we use a home 3D printer for? Mostly for concept prints or to make prototype parts of mechanical assemblies like special plastic junctions, or just to show off to friends your homemade vase or Eiffel tower... Actual technology doesn't provide yet a support to produce quality parts for our hobby but if you don't care so much for it's final looks go for it! (Posted by Eric Williams on 07-28-12) All good points Vince. Just one error- the default thickness is .3mm- but it can print at .1mm as well. Some guys are trying to go even less, but it's so early few can experiment with this particular model. Just Google around a bit. Check out RepRap and Thingiverse. You will see what they are capable of. I have seen first hand the products- the additive process is simply amazing to me. Vince is right- the quality has a long way to go before it matches a subtractive process like C&C but it is moving very quickly. Knobs are no issue currently- They may need a little finishing work- and probably wont be perfect but it could be fun anyhow. (Posted by Eric Williams on 11-06-12) Looks like AML caps will be no problem to print! I got my Solidoodle 3D printer a couple hours ago and decided my first print should be an AML cap. I have not leveled the bed or optimized ANY settings whatsoever- this is just how it came out of the box. I printed at .3mm layer height (the default for the printer) but will switch to .1mm (100 microns) as soon as I calibrate the extruder flow, size of filament and bed leveling. Even at .3 they snap into the AML no prob. They should look a lot better downrange and some kind folks have pioneered the acetone vapor treatment to give all prints that nice glossy finish. I'm happy so far: Between 5-10 minutes for one at these settings but I think I can go a LONG way to optimizing them. Once everything is dialed in I can just do 10 or so simultaneous. The only problem is the extruder needs to be calibrated very well anytime it travels over open space to the next cap or it will ooze and blob. I have no doubt if I can find some time- they should print virtually identical to the originals. I just may need to redraw in cad depending on the light transmission etc (I made the top surface a bit thick) I am not the best at drawing but I should be able to muddle through. So far- they look the part. At the price I paid for the first batch of caps- the printer will pay for itself in only my remaining caps. (Posted by Ron Rollo on 11-07-12) I'm intrigued by what a 3D printer can do. I just need to see one! I am mostly curious about the strength of the parts that it produces. As an example, there is a small opening for a tab on the AML cap. Any chance that will fail before that of the real AML cap? The other question that I have is about the transparency of the cap. Does it allow light to pass through it as easy as the real cap? If neither of these things are an issue, it sounds like making these caps ourselves is a great idea. (Posted by Eric Williams on 11-07-12) No problem once I get things dialed in I'll send you a sample. Right now I don't have anything calibrated so the outside perimeter is a bit thicker at the face where the lens goes- no biggie as I could just sand it down- but I know I can print to an exact thickness soon. This material is robust- I don't think there will be any issues at all with the holes (even at my wonkey settings they are perfectly squared corners etc- I'm kinda amazed) As for overall strength- I just stood on one and my 190 lbs didn't hurt it at all! As for light transmission- I made the lens face a bit thick on these and light comes through no issues. It can be tweaked easily. Other options could be printing in clear ABS instead of my natural color, print it in black (so no painting) and leave the top open etc etc. Lots of options. (Posted by Ron Rollo on 11-07-12) That is exactly what I was thinking. Heck, you could even design one with the light divider inside it already too. Keep us posted on this and let me know if you need anything with the design process. It would be really nice to have an inside source for these caps especially if they are designed specifically for our projects. (If your willing of course.) (Posted by Eric Williams on 11-07-12) I hadn't even thought of the divider. That's a great idea! I can easily add that. Only issue is- I can only extrude one color of ABS at a time- so the divider will have to be hand painted with a small brush etc. That's probably still less trouble than sending them to you for CNC each time. I'll play around a bit. I got things dialed in but I'm finding the best overall balance is a .3mm layer height and a moderate speed print- this saves a lot of time, material and wear & tear on the machine. Only trouble is- it leaves the outsides a little rough. Should be no big deal for a cap we can't really see anyhow. A few minutes in Sketchup and we have divider as an integral part of the cap. These haven't been tidied up in any way, just raw from the printer so they are a bit rough in spots. Lot of AML caps made with a 3D printer: As I pointed out early in the thread- unfortunately I have no desire to go into production/sales. I simply don't have the time really. But that being said, I would like to keep the projects moving forward in the spirit of "open source" My plan currently is to create a separate thread with full instructions on how to modify the source CAD model, clean/prep it for printing, and print the caps. I'll probably make a video as there are a few steps to make any file 3d printer-friendly. There are tonnes of places online (and locally now) who will print your model at very low cost.All you need is the files- which I will provide soon (just need to finish the dual AML cap slightly) Here's a crazy thought- if anyone in the group has some spare time for printing perhaps we can gather up a pre-order list etc- and that person could easily justify the purchase of their own printer too. Several sources around the $500 dollar mark now- and a RepRap could be built for even less. Here's how to make your own AML caps, or take any other 3d model and prepare it so you will get a decent 3d print. There are tonnes of other mesh repairs etc, but this is the basics. If you wish to have your caps printed by an online vendor or someone else- simply provide them the below .stl files I have uploaded to Thingiverse.com If you need to modify the caps you can also download the original file and modify in Google Sketchup then run through the process I have outlined in the video. Dual LED: http://www.thingiverse.com/thing:34165 Standard Cap: http://www.thingiverse.com/thing:34167 https://youtu.be/b-PVl5lUUeM Final double LED AML cap product: Background video on creating the caps: https://youtu.be/ftnJWlhDnwY (Original thread started on 07-24-12 by Eric Williams) Not sure if you guys have been following the 3D printing advancements lately- but there seems to be a bunch more companies starting to offer turn-key systems. There has been a lot of DIY home brew kits for a while now, but it's starting to look very interesting. I have my doubts the items could come anywhere close to the quality of the existing providers on this site- but perhaps items such as the switch caps, knobs etc could be much easier/cheaper. I have no interest whatsoever in fabbing anything for resale- but it might be a fun area for me to try for my remaining missing Lear items. If anyone wants me to try printing out any specific item let me know. Also- If anything comes up that could be shared for others to fab- perhaps we could add it to the shared items- only if it doesn't infringe on anyone else I guess. I'm going to try making a few small things anyhow. Probably be winter before the printer gets here anyhow though. This is the one I ordered but they have a crazy long lead time due to high demand: http://store.solidoodle.com/index.php?route=product/category&path=59 I am thinking for my project I can just whip up some audio panels or Davtrons that don't have any functionality- but fill the hole and look the part quite quickly. It's restricted to 6" parts so panels are a no-go unless split. The raw material is crazy cheap too. I've been watching these evolve for some time and I just love the idea of being able to fix broken items around home too- all that stuff that gets tossed because getting a 10 cent part from Taiwan just isn't worth it. Here is a site with files to make just about anything too: Google RepRap 3D printer and you will find more info than you ever want to read. Funny thing is- these guys started by bootsrapping the first printer- then they use it to print the parts for a much better one. They are self-replicating! It's all open source and creative commons. Here's a good explanation video:
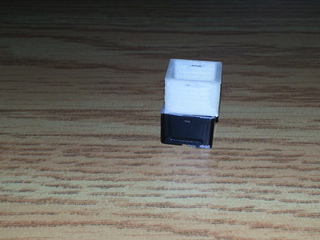
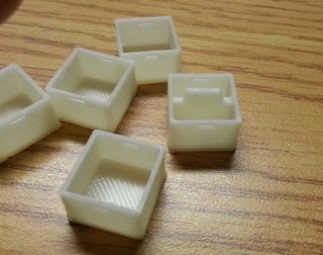
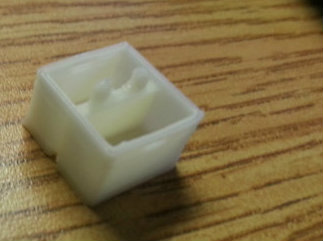
The material it extrudes is standard ABS plastic and is super durable. You can actually use a few other types as well- but ABS is the most user-friendly and common. (Posted by Ronald Prater on 07-25-12) I don't think it differs that much from building your own CNC. DIY kits will be available soon I guess. For instance, watch this amazing video with the time-lapse:
(Posted by Vince on 07-28-12) I'm have been following 3D printers for long time now and I was originally really crazy for them. In 2010 I wanted to buy a Solido3D for the cheap price of 10K Euros! It is a machine that makes parts by catting and gluing together thin layers of a PVC foil, but then read more and more about 3D printers and realized that it wasn't the time to get one. There are various factors to consider when talking about 3D printers. To begin with the type of 3D Printer. There are many kinds of them. The Solido3D is unique in it's kind but apart from it's professional products (15K+ Euros or USD) use stereolitography to attach material particle the ones to the others. Resolution can go under .1mm without any deformation of the final product and they are used to make functional prototypes or molds. Backside: Cost of the machine. But even then, the cost of the individual produced parts could cost as much as 200 Euros for a single 10x10 cm solid piece. Cheap and homemade machines instead use material deposition from a melted filament of cheap generic materials like ABS, PMMA or other plastic or organic materials (Chocolate as an example??). Those machines are affordable and often easy to build or assemble if bought in KIT. Anyway... don't think you will be able to produce smooth and nice parts with most of them and not after a very long training and calibration of the machine. The one that Eric G. ordered (based on RepRap, and old opensource project) has a 0.3mm thickness layer. This means that the surfaces will be quite rough and bumped and probably in larger prints dimensions won't be right because of expansion/shrink of the material once cooled. Also different materials have different properties and warping is quite usual is larger prints. The best deposit kind machine I was able to find up to now is the Ultimaker. There is a very good community around it improving it's firmware and parts from which the mechanics of the machine are built are A grade. Some people have been able to go down to 0.05 thickness layer with excellent results. Price over 1000 Euros. But even in this case many people are frustrated after a while not being able to make what they want. The future of those 3D printers anyway looks quite clear and nice. We'll probably have one at home in 4-5 years just like we have now a scanner or a laser printer. The machine that Ronald showed in the last video is the future. Those machines use DLP technology (Projectors displays) to fix through UV light resin particles in layers the ones to the others. Layer thickness (That is the equivalent of Z stepping in a CNC) is already down to 50 mils (0.05mm), but will probably go down to 0.1mm in the near future. Horizontal resolution depends on the LCD/DLP display used. The higher it's resolution the better the quality of the print. Apart from that prototype in the video, there are already some DLP/LCD based KITs available around the world. The downside at the moment of those machines is their print area. Some are just 6x6x20cm due to the LCD resolution. But I'm looking forward for them in a near future. What would we use a home 3D printer for? Mostly for concept prints or to make prototype parts of mechanical assemblies like special plastic junctions, or just to show off to friends your homemade vase or Eiffel tower... Actual technology doesn't provide yet a support to produce quality parts for our hobby but if you don't care so much for it's final looks go for it! (Posted by Eric Williams on 07-28-12) All good points Vince. Just one error- the default thickness is .3mm- but it can print at .1mm as well. Some guys are trying to go even less, but it's so early few can experiment with this particular model. Just Google around a bit. Check out RepRap and Thingiverse. You will see what they are capable of. I have seen first hand the products- the additive process is simply amazing to me. Vince is right- the quality has a long way to go before it matches a subtractive process like C&C but it is moving very quickly. Knobs are no issue currently- They may need a little finishing work- and probably wont be perfect but it could be fun anyhow. (Posted by Eric Williams on 11-06-12) Looks like AML caps will be no problem to print! I got my Solidoodle 3D printer a couple hours ago and decided my first print should be an AML cap. I have not leveled the bed or optimized ANY settings whatsoever- this is just how it came out of the box. I printed at .3mm layer height (the default for the printer) but will switch to .1mm (100 microns) as soon as I calibrate the extruder flow, size of filament and bed leveling. Even at .3 they snap into the AML no prob. They should look a lot better downrange and some kind folks have pioneered the acetone vapor treatment to give all prints that nice glossy finish. I'm happy so far: Between 5-10 minutes for one at these settings but I think I can go a LONG way to optimizing them. Once everything is dialed in I can just do 10 or so simultaneous. The only problem is the extruder needs to be calibrated very well anytime it travels over open space to the next cap or it will ooze and blob. I have no doubt if I can find some time- they should print virtually identical to the originals. I just may need to redraw in cad depending on the light transmission etc (I made the top surface a bit thick) I am not the best at drawing but I should be able to muddle through. So far- they look the part. At the price I paid for the first batch of caps- the printer will pay for itself in only my remaining caps. (Posted by Ron Rollo on 11-07-12) I'm intrigued by what a 3D printer can do. I just need to see one! I am mostly curious about the strength of the parts that it produces. As an example, there is a small opening for a tab on the AML cap. Any chance that will fail before that of the real AML cap? The other question that I have is about the transparency of the cap. Does it allow light to pass through it as easy as the real cap? If neither of these things are an issue, it sounds like making these caps ourselves is a great idea. (Posted by Eric Williams on 11-07-12) No problem once I get things dialed in I'll send you a sample. Right now I don't have anything calibrated so the outside perimeter is a bit thicker at the face where the lens goes- no biggie as I could just sand it down- but I know I can print to an exact thickness soon. This material is robust- I don't think there will be any issues at all with the holes (even at my wonkey settings they are perfectly squared corners etc- I'm kinda amazed) As for overall strength- I just stood on one and my 190 lbs didn't hurt it at all! As for light transmission- I made the lens face a bit thick on these and light comes through no issues. It can be tweaked easily. Other options could be printing in clear ABS instead of my natural color, print it in black (so no painting) and leave the top open etc etc. Lots of options. (Posted by Ron Rollo on 11-07-12) That is exactly what I was thinking. Heck, you could even design one with the light divider inside it already too. Keep us posted on this and let me know if you need anything with the design process. It would be really nice to have an inside source for these caps especially if they are designed specifically for our projects. (If your willing of course.) (Posted by Eric Williams on 11-07-12) I hadn't even thought of the divider. That's a great idea! I can easily add that. Only issue is- I can only extrude one color of ABS at a time- so the divider will have to be hand painted with a small brush etc. That's probably still less trouble than sending them to you for CNC each time. I'll play around a bit. I got things dialed in but I'm finding the best overall balance is a .3mm layer height and a moderate speed print- this saves a lot of time, material and wear & tear on the machine. Only trouble is- it leaves the outsides a little rough. Should be no big deal for a cap we can't really see anyhow. A few minutes in Sketchup and we have divider as an integral part of the cap. These haven't been tidied up in any way, just raw from the printer so they are a bit rough in spots. Lot of AML caps made with a 3D printer: As I pointed out early in the thread- unfortunately I have no desire to go into production/sales. I simply don't have the time really. But that being said, I would like to keep the projects moving forward in the spirit of "open source" My plan currently is to create a separate thread with full instructions on how to modify the source CAD model, clean/prep it for printing, and print the caps. I'll probably make a video as there are a few steps to make any file 3d printer-friendly. There are tonnes of places online (and locally now) who will print your model at very low cost.All you need is the files- which I will provide soon (just need to finish the dual AML cap slightly) Here's a crazy thought- if anyone in the group has some spare time for printing perhaps we can gather up a pre-order list etc- and that person could easily justify the purchase of their own printer too. Several sources around the $500 dollar mark now- and a RepRap could be built for even less. Here's how to make your own AML caps, or take any other 3d model and prepare it so you will get a decent 3d print. There are tonnes of other mesh repairs etc, but this is the basics. If you wish to have your caps printed by an online vendor or someone else- simply provide them the below .stl files I have uploaded to Thingiverse.com If you need to modify the caps you can also download the original file and modify in Google Sketchup then run through the process I have outlined in the video. Dual LED: http://www.thingiverse.com/thing:34165 Standard Cap: http://www.thingiverse.com/thing:34167
Final double LED AML cap product: Background video on creating the caps:
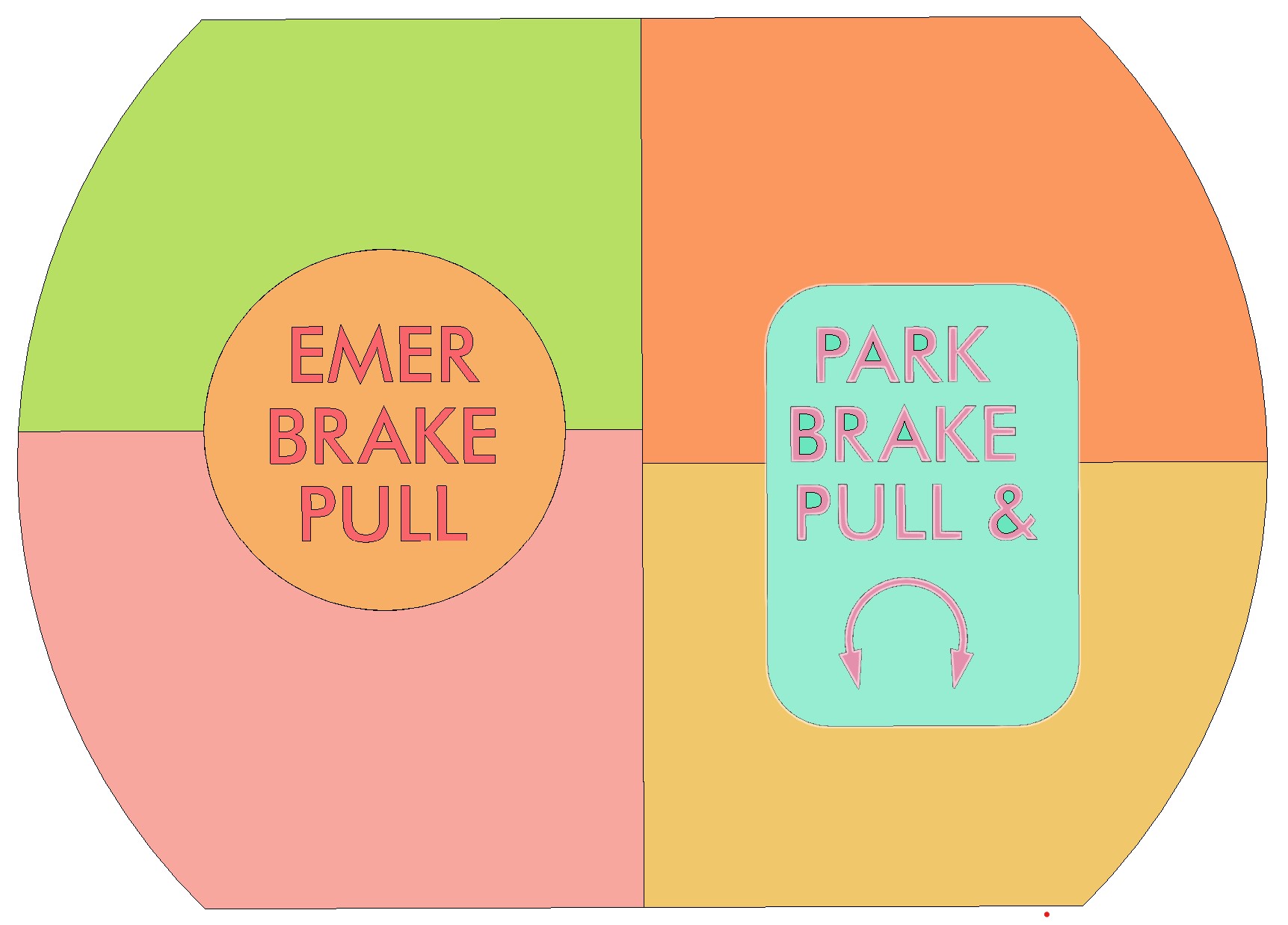
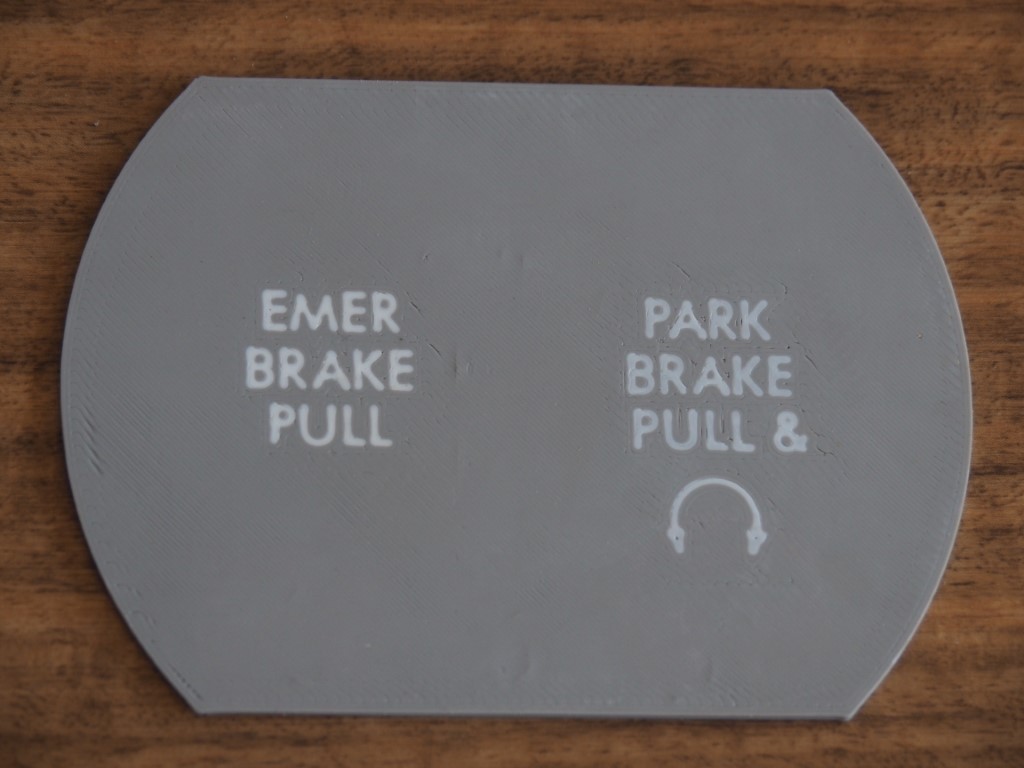
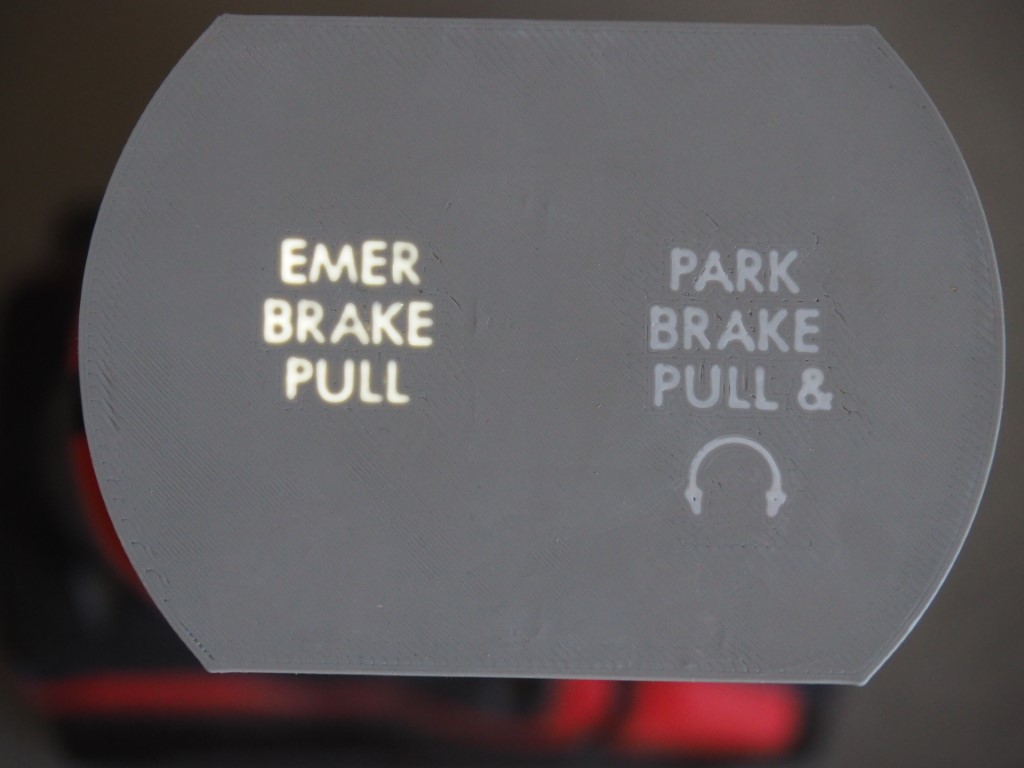
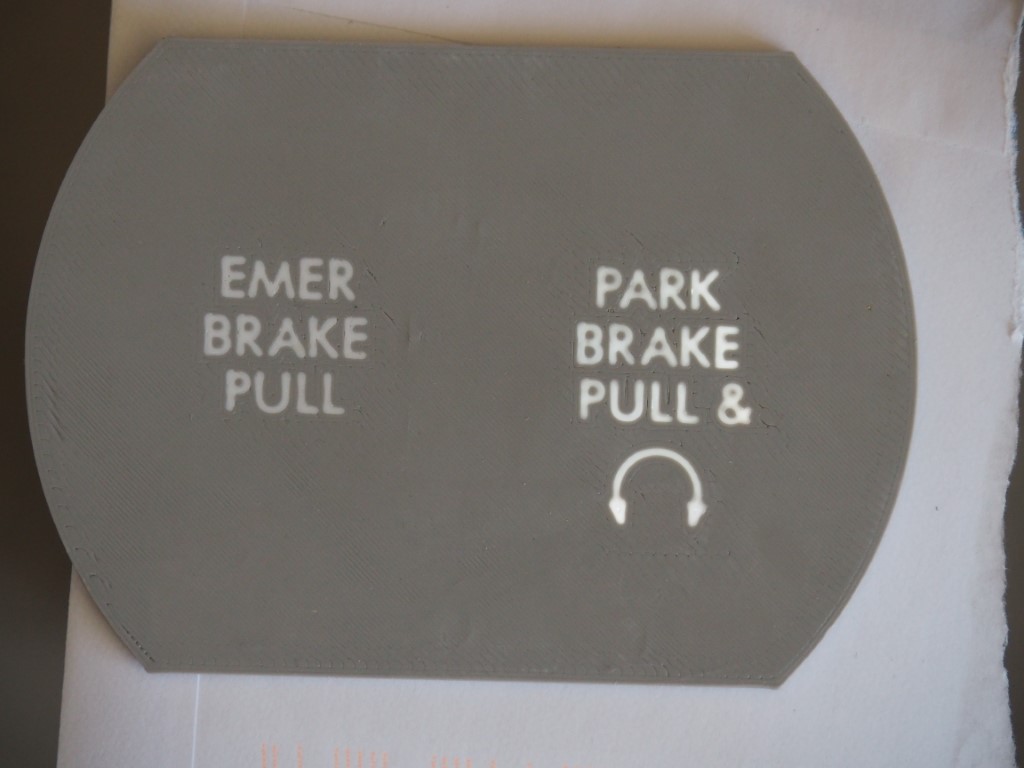
Hi folks, Its been 6 years since this topic has been touched. I think its due for an update! As part of my TQ curved panel build I jokingly suggested that perhaps we could 3D print it complete. Well, curiosity got the better of me and I made a test panel piece.. The piece was designed to test for several different parameters such as print density and fill pattern. Here is the design I created: Each coloured area is a separate body in the whole component. This is to allow me to define different properties for each body in the slicing app (I use Bambu Studio) which writes the G-Code for the printer. When a 3D printer prints a solid area it actually prints a surface all around and fills in the inside with a grid like supporting structure. During the preparation stage of the print we can tell the slicing software what density and pattern we want this infill to be, My printer came from the factory set at 15% infill density. The problem for us is that when backlit this infill pattern becomes visible with light areas and darker lines. To test for the best infill density I divided the blank and text background panel areas into 6 separate parts - the 4 corners and 2 text backgrounds. These were printed in the same filament but with densities from 100% for the blue area behind the Park Brake text, down to 20% dropping 15% per area. All had the same 'Concentric' infill pattern selected. In the end I don't think either of these mattered as the 2mm thickness appears to not require infilling, so all areas printed as a solid 100% infill. Here it is (above) fresh from the 3D printer. It uses the park brake text from the TQ dxf. It’s 2mm thick and printed in PETG using 3 different colours: Grey, white, and transparent. The text is the full 2mm depth, with clear filament under a white filament cap. For this test I made the depth of the white/transparent text slightly different for each group, the Emergency Brake group is 0.5/1.5mm, and the Park Brake group is 0.3/1.7mm. Then I also made a 0.2mm rebate in the back to simulate PCB/LED cutout. It was printed face down as the finish on the bottom face is smoother and would not normally be affected by stringing (should that occur). This next photo shows the ‘top’ of the print (the back face of the piece), on the left side as it came from the printer. On the right side I have touched it with a 60 grit sanding disc which was too coarse – I should have started with 180 grit or higher. Here is the panel backlit by a reasonably powerful workshop torch which has a circular reflector about 3/4 the height of the plate, so I can light only one side at a time. You can see the grey completely blocks the light with no difference on density set areas. There is no visible difference between these areas when backlit. I don't think it was thick enough to print an infill of any significance. The backlight test setup: I think the text to have come out as acceptable, on close view in the photos the text edges are not as sharp as lasered edges but I was impressed by how good it is, including the infill of letters with enclosed areas (“A”, ”B”, ”P”, etc) - look at the unlit text in the photos as the backlight flares the photo. To my eye at 60cm distance it looks perfect. The 0.2mm difference in white/transparent sizes also does not seem to make a difference, both look good. Here it is backlight with a piece of an envelope between to tone down the strength of the backlight: I think it will benefit from a polish and a coat or two of clear matte paint. There is lots of info on the ‘net on how to finish/polish plastics. One issue is this grey is too light for our panels. There are several different greys available from suppliers, we should be able to get closer, perhaps a dark grey or charcoal colour. Has anybody else had success (or failure!) with this? Some technical info: Printer - Bambu Labs X1-Carbon with AMS Filament - 1.75mm PETG Colours - Grey, White, & Transparent Nozzle temp - 255° Bed - Smooth PEI plate Bed Temp - 70° Hi folks, Its been 6 years since this topic has been touched. I think its due for an update! As part of my TQ curved panel build I jokingly suggested that perhaps we could 3D print it complete. Well, curiosity got the better of me and I made a test panel piece.. The piece was designed to test for several different parameters such as print density and fill pattern. Here is the design I created: Each coloured area is a separate body in the whole component. This is to allow me to define different properties for each body in the slicing app (I use Bambu Studio) which writes the G-Code for the printer. When a 3D printer prints a solid area it actually prints a surface all around and fills in the inside with a grid like supporting structure. During the preparation stage of the print we can tell the slicing software what density and pattern we want this infill to be, My printer came from the factory set at 15% infill density. The problem for us is that when backlit this infill pattern becomes visible with light areas and darker lines. To test for the best infill density I divided the blank and text background panel areas into 6 separate parts - the 4 corners and 2 text backgrounds. These were printed in the same filament but with densities from 100% for the blue area behind the Park Brake text, down to 20% dropping 15% per area. All had the same 'Concentric' infill pattern selected. In the end I don't think either of these mattered as the 2mm thickness appears to not require infilling, so all areas printed as a solid 100% infill. Here it is (above) fresh from the 3D printer. It uses the park brake text from the TQ dxf. It’s 2mm thick and printed in PETG using 3 different colours: Grey, white, and transparent. The text is the full 2mm depth, with clear filament under a white filament cap. For this test I made the depth of the white/transparent text slightly different for each group, the Emergency Brake group is 0.5/1.5mm, and the Park Brake group is 0.3/1.7mm. Then I also made a 0.2mm rebate in the back to simulate PCB/LED cutout. It was printed face down as the finish on the bottom face is smoother and would not normally be affected by stringing (should that occur). This next photo shows the ‘top’ of the print (the back face of the piece), on the left side as it came from the printer. On the right side I have touched it with a 60 grit sanding disc which was too coarse – I should have started with 180 grit or higher. Here is the panel backlit by a reasonably powerful workshop torch which has a circular reflector about 3/4 the height of the plate, so I can light only one side at a time. You can see the grey completely blocks the light with no difference on density set areas. There is no visible difference between these areas when backlit. I don't think it was thick enough to print an infill of any significance. The backlight test setup: I think the text to have come out as acceptable, on close view in the photos the text edges are not as sharp as lasered edges but I was impressed by how good it is, including the infill of letters with enclosed areas (“A”, ”B”, ”P”, etc) - look at the unlit text in the photos as the backlight flares the photo. To my eye at 60cm distance it looks perfect. The 0.2mm difference in white/transparent sizes also does not seem to make a difference, both look good. Here it is backlight with a piece of an envelope between to tone down the strength of the backlight: I think it will benefit from a polish and a coat or two of clear matte paint. There is lots of info on the ‘net on how to finish/polish plastics. One issue is this grey is too light for our panels. There are several different greys available from suppliers, we should be able to get closer, perhaps a dark grey or charcoal colour. Has anybody else had success (or failure!) with this? Some technical info: Printer - Bambu Labs X1-Carbon with AMS Filament - 1.75mm PETG Colours - Grey, White, & Transparent Nozzle temp - 255° Bed - Smooth PEI plate Bed Temp - 70° That doesn't look that bad!! I haven't tried your method for backlighting but very creative. But it does not beat the laser engraving method I recon. That doesn't look that bad!! I haven't tried your method for backlighting but very creative. But it does not beat the laser engraving method I recon. 3D Printer Possibilities Discussion
![]()

![]()





![]()
2017-10-10